全焊接锻钢球阀采用弹簧结构,将阀座推向球体,保证了良好的进出口双向密封性锻钢固定球阀利用自带的排放阀,阀体中腔可向外排放;枢轴采用防吹出保护结构,有效地防止泄漏;低磨擦系数的轴承,使得扭矩减小,便于阀门启闭;阀杆与阀体有效的接触,使防静电接地装置性能优越等。具有性能优异,可靠性高,用途广泛,价格合理等优点。
主要用于石油,天然气的长距离管线输送和城市煤气管道系统,由于长输管线用阀的特征,因而在设计时充分考虑了其承受管道应力的能力,以及安全性,耐候性,长期使用的可靠性等;密封结构设计,操作方式有手动一蜗杆蜗轮驱动,气动,电动,气\液联动,电\液联动,以及各类特殊控制形式。
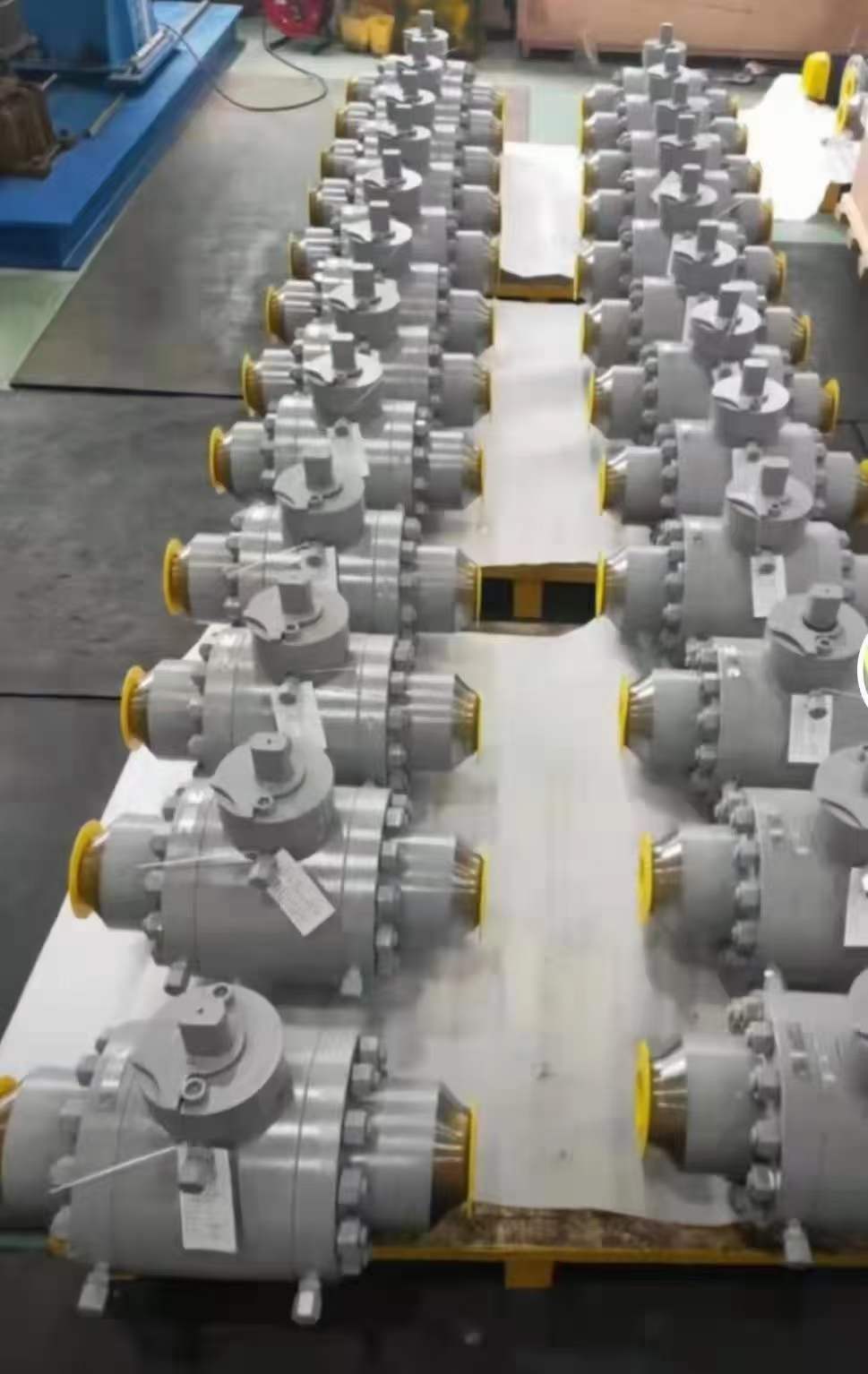
全焊接锻钢球阀采用两条平行对称的环形焊缝结构,焊接坡口采用窄间隙埋弧焊,大大减少焊接截面积,使焊缝的熔敷金属量减少,严格控制焊接热输入量,其热输入量远比普通埋弧焊明显减少,焊后应力及热影响区显著减少,严格控制焊前预热、焊中控制层间温度,焊接材料严格控制碳当量,使焊后阀体仍然有较好的冲击韧性和强度要求。
焊接残余应力是焊接结构中不可避免的问题。在碳素结构钢接头中,残余应力可以达到焊缝材料的屈服强度水平。由于A105钢是含合金量低、屈服点低、塑性良好的锻钢,采用S2+OP122焊接材料匹配,其接头的屈服点仍可能达400MPa以上。实测的残余应力峰值往往在350MPa以上。当接头厚度大于38mm以上时,一般要求采用热时效工艺。由于碳素结构钢在焊接时,特别采用埋弧焊,其氢脆问题和热脆性问题不敏感,故热时效的目标主要是降低残余应力。因此免热处理时效工艺设计的任务是建立一个能形成低残余应力接头的工序。



 在线交流
在线交流 咨询电话
咨询电话